In precision manufacturing, “close enough” is never good enough.
Tolerance control1 isn’t just about precision—it’s about ensuring functionality, consistency, and cost efficiency. Choosing the wrong tolerance can cause delays, failed assemblies, or ballooning costs. In worst cases, it’s the silent killer of product launches.
Here’s how to get it right—and avoid costly surprises down the line.
Why Tolerance Matters in Precision Metal Fabrication
Tolerance defines how much a part’s dimensions can deviate from its ideal value.
Even a 0.1 mm variation can:
- Prevent parts from fitting together
- Cause mechanical failure under stress
- Multiply into major misalignments in assembled systems
That’s why tolerance decisions must balance functionality, manufacturability, and cost—starting from the design phase.
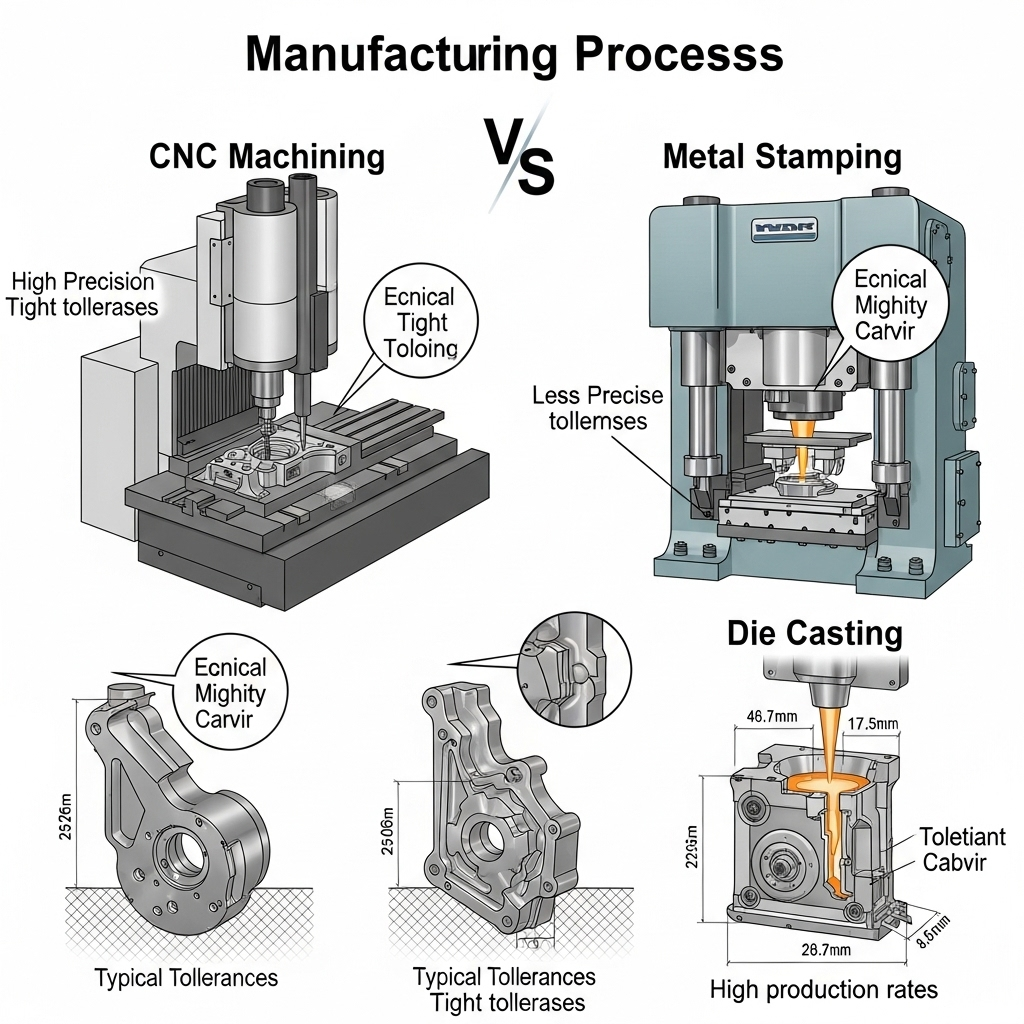
Typical Tolerances by Process & Application
We’ve grouped each key process into a single, concise module:
| Process | Typical Tolerance | Best For |
|---|---|---|
| CNC Machining2 | ±0.01 mm | Precision fits, functional prototypes, mating surfaces |
| Metal Stamping3 | ±0.1–0.2 mm | High-volume brackets, clips, simple formed parts |
| Die Casting4 | ±0.05–0.1 mm | Complex aluminum housings with integrated features |
| Sheet Metal Bending | ±0.2–0.3 mm | Enclosures, panels, structural forms |
| Extrusion (Aluminum) | ±0.1–0.25 mm | Linear components like rails, heatsinks, frames |
👉 Pro Tip: Always check process capability first—don’t assign a CNC-level tolerance to a stamped or bent part.
What Drives Tolerance Requirements?
| Factor | Role in Tolerance Planning |
|---|---|
| Fit & Function | Tight fits? Go CNC. Loose parts? Stamping may suffice. |
| Material Behavior | Softer metals like aluminum deform more easily. |
| Production Volume | High-volume = cost pressure = wider tolerance preferred. |
| Inspection Method | You can’t measure ±0.01 mm with a tape measure—use CMM or laser. |
❌ Top 3 Tolerance Mistakes to Avoid
| Mistake | Why It’s a Problem |
|---|---|
| Specifying ±0.01 mm everywhere | Drives up cost—most features don’t need ultra-tight tolerances |
| Ignoring manufacturing limitations | Stamping/bending can’t consistently hold tight specs |
| Not defining critical-to-function (CTF) zones | Makes it harder for suppliers to prioritize inspection |
Real-World Strategy: Validate Early, Scale Smart
We often follow a proven hybrid model:
- Prototype5 → CNC machining: Tight tolerance validation with fast iteration
- Scale-up → Stamping or casting: For cost-effective high-volume production
This ensures that tight tolerances are only applied where truly necessary—without driving up costs on every dimension.
FAQ: Can You Combine Finishing & Tight Tolerance?
Yes, but it must be planned. For instance:
- Bead blasting may change surface dimension slightly
- Anodizing adds material thickness (~10–25 μm)
- Electropolishing can smooth surfaces and reduce peak height—but it’s not for dimension-critical surfaces unless compensated
👉 Always factor secondary processes into your tolerance budget.
Final Thoughts
Tolerance control1 isn’t about chasing perfection—it’s about engineering reliability into every step of your product. Done right, it reduces rework, speeds assembly, and cuts total cost.
📩 Want a Free Tolerance Review?
Not sure if your part is over-toleranced—or under-engineered?
Upload your PDF drawing or STEP file.
We’ll provide a free tolerance audit, highlight critical dimensions, and suggest improvements based on real-world manufacturing limits.
You don’t need to figure it out alone—we help OEMs and startups align design intent with production reality every day.
-
Understanding tolerance control is crucial for ensuring product functionality and cost efficiency in manufacturing. ↩ ↩
-
Explore the advantages of CNC machining for achieving high precision and quality in manufacturing processes. ↩
-
Learn about metal stamping and how it can be used for high-volume production of various parts. ↩
-
Discover the die casting process and its benefits for creating complex metal parts. ↩
-
Explore how prototyping can validate designs and improve manufacturing outcomes. ↩